豆制品污水处理厂介绍
一、豆制品污水处理厂介绍——概述
食品工业指主要以农业、渔业、畜牧业、工业林业或化学工业的产品或半成品为原料,制造、提取、加工成食品或半成品,具有连续而有组织的经济活动工业体系。
在食品工业生产过程中需要对产生的废水进行处理,而对其进行过滤是处理食品工业废水中必要的一步,现有的废水过滤方式存在的过滤效果差、工作不方便、过滤杂质堆积在一起的缺点,因此亟需研发一种过滤效果好、工作方便、过滤杂质不会堆积在一起的食品工业废水过滤设备。
果蔬食品在进行加工之前需要对其进行清洗,除去表面的污泥杂物,以及烂叶烂茎等,以保证后续加工食品的卫生安全。现有的果蔬清洗设备在对果蔬进行清洗后用到大量的水源,如果直接排走则会造成大量水资源浪费,因此为相应国家节能减排号召,很多企业均对清洗废水进行回收处理玄幻再利用。

二、豆制品污水处理厂介绍——废水工艺:
综合调节池:废水经过厌氧发酵后仍含有大量的悬浮物和油类,为保证后续处理工艺的正常运行,必须先取出废水中的油类和悬浮物。首**入油水分器,然后再进入气浮池,去除污水中的油类和大颗粒物质。
气浮池:该设备在一定条件下,将大量空气溶于水中,形成溶气水,作为工作介质,通过释放器骤然减压快速释放,产生大量微细气泡粘附于经过混凝反应后废水中的“矾花”上使絮体上浮,从而迅速的除去水中的污染物质达到净水的目的。
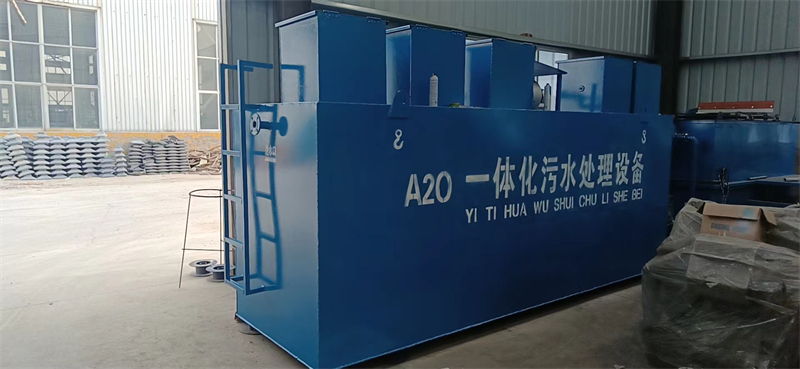
生化系统:经预处理后的废水进入生化池(即MBR膜一体化污水处理设备)。MBR膜一体化污水处理设备是膜分离技术与生物技术**结合的新型水处理技术,用超滤膜或微滤膜取代了传统生化工艺中的二沉池和常规过滤单元,使水力停留时间和污泥停留时间可以分别控制,难降解的物质在反应器中不断反应降解,大大强化了反应器的功能;的固液分离能力使出水水质良好,悬浮物和浊度接近于零,并可截留大肠杆菌等生物性污染物,出水可直接回用,尤其适用于中水处理。
从事再生塑料回收利用及加工的企业和人员数量庞大且稳定增长,主要是以个体户和农民为主,也有一些其他行业投资商。塑料再生行业为农村经济增长、为农村富余劳动力就业、增加收入提供了渠道,为资源再生利用、环境保护事业做出了巨大贡献,是环保产业的重要组成部分。再生塑料来源的大类品种有塑料薄膜(包括塑料包装袋和农膜)、塑料丝及编织品、泡沫塑料制品、塑料包装箱及容器、电缆包覆料以及各种日用杂品、文体、卫生保健等日用塑料制品,其中薄膜、泡沫、包装箱及容器、编织、片材等塑料制品主要用于塑料包装。此外还有一些其它塑料包装制品(如塑料托盘)、农用塑料制品(如农用塑料节水器材)、装饰装修用塑料制品的报废率也较高。
废旧塑料造粒生产污水主要来源于原料的洗料水,水量大且水中含有大量的悬浮物杂质,悬浮物成分较为复杂,有泥沙等较重杂质,也有废旧的编织袋碎渣等较轻杂质,水中浊度较高,为了节约水资源以及保护环境,因此选用生产污水经过处理后回用于生产的节能环保的方式是一个不错的选择。
三、豆制品污水处理厂介绍——污泥厌氧消化技术
污泥厌氧消化是指利用兼性菌和进行厌氧生化反应,分解污泥中**质的一种处理工艺。厌氧消化一般包括水解、酸化和产甲烷等阶段。通过厌氧消化,污泥体积减少为原来的30%~50%,脱水效果提高,水分与固体易于分离,稳定性增强,无明显的恶臭;同时厌氧消化过程能有效减少有毒病菌并产生大量的甲烷气体。衡量污泥的厌氧消化性能和产气性能的2个指标:单位质量挥发性固体(VS)产气量和分解单位质量挥发性固体产气量,美国污水处理厂设计手册中这2项指标的佳范围分别为0.5~0.75L/和0.75~1.12L/,国内无明确规定。虽然污泥厌氧消化过程具有有效降解污泥**物、污泥中病原体、减小污泥体积及回收能源等优势,但厌氧消化系统在运行过程中存在着水力停留时间长(10~20d)和**物去除率较低(20%~40%)等缺陷。
15762525161.b2b168.com/m/
